
ラッピング加工のメカニズムの基本を徹底解説
2024/02/22
2025/08/15

今回は、代表的な研磨法であるラッピングやポリシングを例として、研磨により材料(工作物)が除去されていくメカニズムについて解説します。
ラッピングは、ラップ液(加工液)の有無により、以下のように分類され、加工メカニズムが異なります。
- 湿式ラッピング
- 脆性材料
- 延性材料
- 乾式ラッピング
具体的にどのように違うか解説をしつつ、ラッピングにおける砥粒の挙動についても解説していきます。
本記事を読めば、ラッピングの基本が理解できるようになりますので、研磨加工に携わる方は是非参考にしてみてください。
※研磨加工の基本については、以下の記事でも解説しております。
>>研磨加工とは?

株式会社斉藤光学製作所技術顧問。専門が「研磨加工」と「微粒子分散」の技術コンサルタント。1976年、東北大学工学部を卒業後にタイホー工業株式会社 中央研究所にて磁性流体や研磨加工の研究に従事。1987年、東京大学より工学博士号(機械工学)を授与。2001年から3年間、東京大学生産技術研究所の客員教授。その後10年間は、研磨材メーカーの株式会社フジミインコーポレーテッド。さらにその後10年間は、国立研究開発法人 産業技術総合研究所 招聘研究員だった。
プロフィール詳細を見るラッピングの加工メカニズム
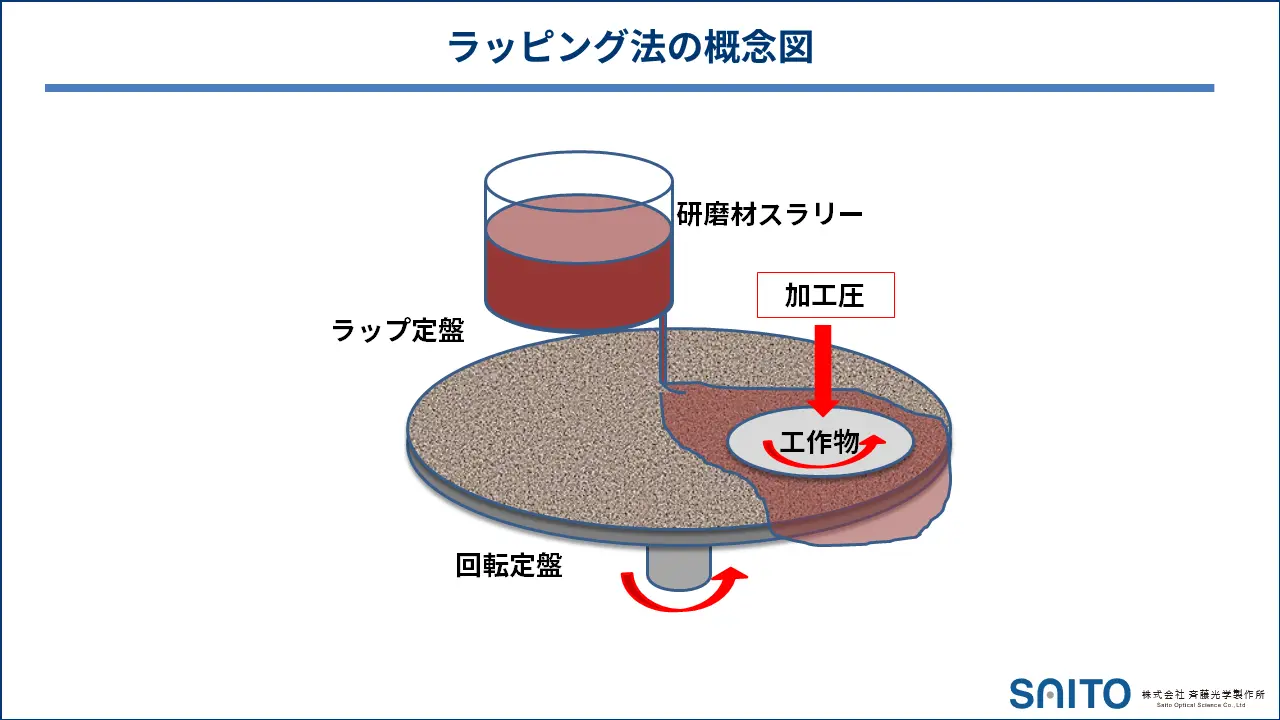
ラッピングは、ラップに接触する工作物の表面全体を、砥粒の切れ刃によりわずかずつ切り取っていく除去加工法です。
ラップ上に散布された無数の砥粒の先端が、同時に工作物表面に切込み、個々の砥粒先端が微小な刃物として働きます。
ラップ液(加工液)の有無により、湿式ラッピングと乾式ラッピングに分類できます。
- 湿式:
工作物とラップとの間に、砥粒とラップ液の混合物(スラリー)を充分に介在させて加工を行います。
加工中は、主に砥粒の転動作用により工作物の除去が行われ、仕上げ面は光沢のない梨地面となります。 - 乾式:
砥粒をあらかじめラップ表面に強制的に埋め込み、その砥粒により加工を行います。
そのため、砥粒の引っ掻き作用により工作物の除去が行われ、光沢のある仕上げ面になります。
更に、湿式は工作物が脆性材料と延性材料の場合では加工メカニズムが異なります。
脆性材料のラッピング
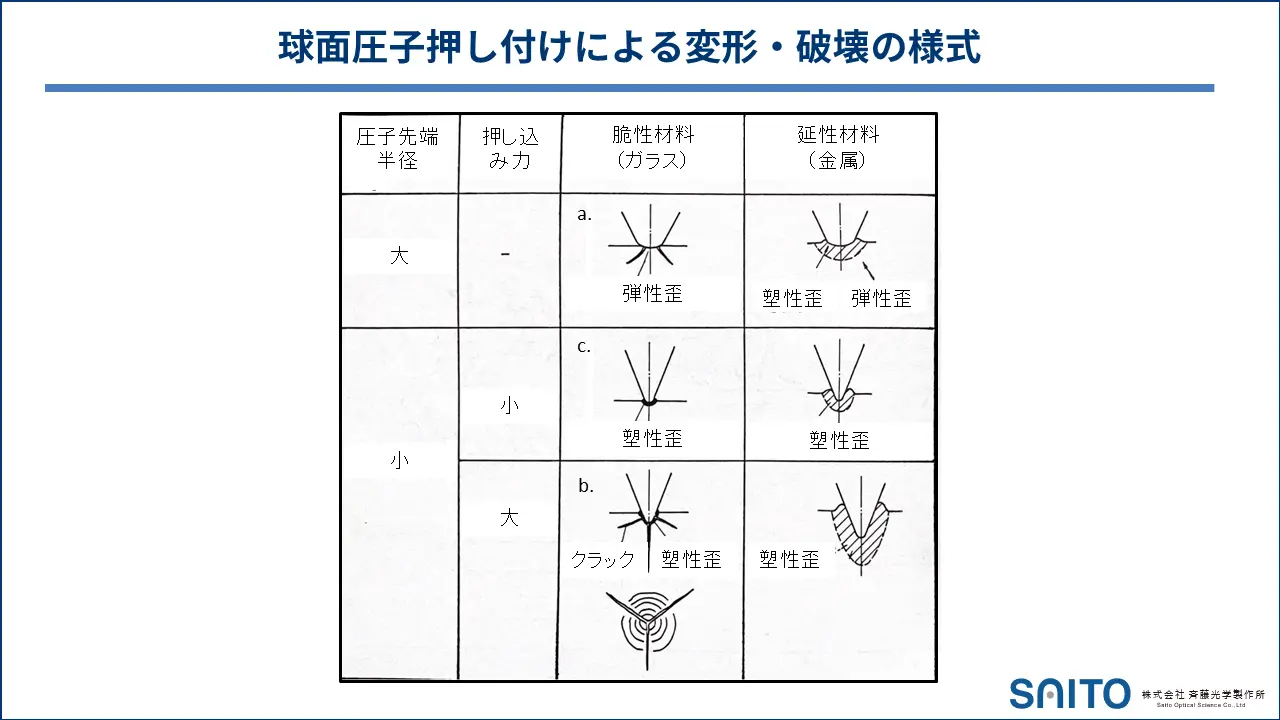
脆性材料を湿式ラッピングするときの加工メカニズムは、ガラス面にダイヤモンド圧子を押し込んだときの圧壊の発生現象から推察できます。
その様子は図2の通りです。
脆性材料は、引っ張り強さが圧縮強さに比べて小さいです。
そのため、圧子の押し付けによる割れは、引張応力の大きい部分に生じます。
- 圧子の先端半径が大きい場合(図のa.):
円錐状あるいは八の字状の割れが発生します。
この時、荷重を急に取り除くと、割れの肩部が離脱することがあります。 - 先端半径が小さく鋭い圧子を用いた場合(図のb.):
縦割れが生じ、これが成長すると、上方から見て放射状の割れとなります。
また、荷重を取り除いたときに横割れが発生し、放射状の割れとつながって、破片として離脱することがあります。
これらの現象は、脆性材料のラッピングにおける切り屑生成の基本原理として知られています。
(谷口紀男:硬脆材料の衝撃破砕加工法,誠文堂新光社(1959)103.より引用)
延性材料のラッピング
他方、金属などの延性材料の場合は、脆性材料における加工メカニズムとはかなり異なってきます。
延性材料は、図に示すように、通常、圧子を強く押し込んでも、塑性変形を残すだけで割れを生じることはありません。
そのため、実際のラッピングにおいても、砥粒が工作物に単純に押し付けられただけで切り屑生成に至るとは考え難いのです。
したがって、以下のように考えられます。
- 延性材料に対しては砥粒の引っかき作用が、切り屑生成において主な役割を果たしている。
- ラッピングにおける引っかきは、切削におけるバイトや研削における砥粒刃先の切込みが、極めて浅い状態での切削に相当するもの。
更に、付随する加工メカニズムとして、引っかき以外に砥粒の転動や押し込みにおいても、砥粒の刃先と加工物との間に断続的に相対運動が生じるために微小な切り屑が生成されるものと推察されます。
脆性材料のポリシングにおける加工メカニズム
一方、図の圧子の曲率半径が小さく、押し付け圧も小さい場合の図(c.)からは、脆性材料のポリシングにおける加工メカニズムが推察できます。
ポリシングにおいては砥粒が小さく、そのうえ軟質のポリシャに支持されており、砥粒に作用する荷重が小さいため、割れは生じません。
したがって、ポリシングにおける加工メカニズムは砥粒による引っ掻きが主であると考えられます。
このことは、鏡面に磨かれたシリコンウエハをダイヤモンド圧子を用いて引っ搔くという、基礎的な検討において確認されています(井田一郎ら:半導体結晶のポリシ機構に関する研究、通研実報、13,8(1964)1205.)。
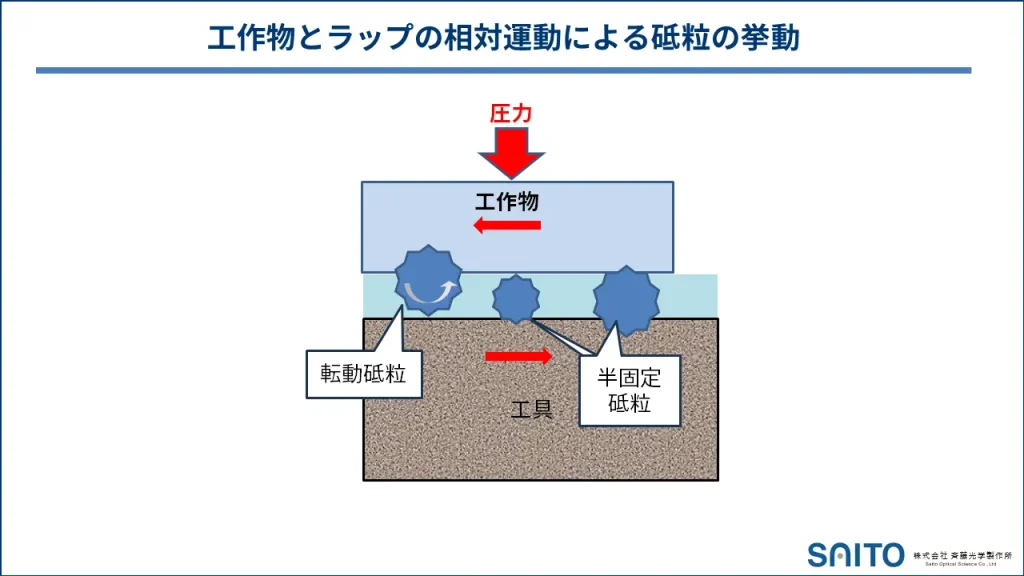
ラッピングにおける砥粒の挙動
工作物とラップの相対運動による砥粒の挙動(図3.)は、以下の3つが考えられます。
- 工作物とラップの間で転動する。
- ラップに支持され、工作物を引っ搔く。
- 工作物に支持されラップを引っ搔く。
これらの挙動の配分は、工作物、ラップ、砥粒の性質の違いにより異なりますが、いずれの場合も切り屑の生成があります。
(3)のようなラップの摩耗や砥粒の破砕などが、複雑に絡み合った状態で研磨が進行するものと考えられます。
結局、脆性材料においても、ラッピングにおける切り屑の発生は、圧子を押し付けたときに発生する円錐状や八の字状の割れだけによるものではありません。
これらの割れが存在する面に更に割れが発生したり、砥粒の押し込みや引っ掻きなどで生じるあらゆる割れの発生が、切り屑の生成に結びつくものと考えられます。
ラッピングにおいては、粗い砥粒を用いるため加工単位も大きく、加工面の下には切り屑につながらなかった割れや歪み・材質変化・応力などが残留する、加工変質層が存在しています。
この加工変質層は、材料の機械強度や材料特有の機能までも侵すこともあるので、加工単位が大きい場合注意が必要です。
加工単位とは、工作物に対する砥粒の切込み深さあるいは切り屑の大きさのことです。
ラッピングの範囲は材料により多少異なりますが、文献(河西敏雄:超精密加工技術、砥粒加工研究会熊谷記念会編、工業調査会(1984)449.)によると1mmから0.1μmと考えられています。
ラッピングの特徴
以上のように、基本的には砥粒一個一個のわずかな除去量の集積でしかありません。
切削や研削に比べて古い加工技術であるラッピング・ポリシングが、現在も汎用的に使用されている理由は以下のような多くの利点があるからと考えられます。
- 切込み量が安定した砥粒で同じ面を少しずつ何度も削っていく方法なので、大きな失敗がなく、精度がコントロールしやすい(切削や研削は基本的に一発勝負である)。
- 機械の振動が加工面に残らない。加工痕が周期性を持たない(切削や研削はすべての振動が加工面に残ってしまう)。
- 加工機械が比較的安価である(機械の運動精度が命の切削や研削の機械は送り精度や剛性を高める必要があり高価になってしまう)。
- 古いガタガタの機械でも、定盤の管理をちゃんと行なえば、十分な精度が出せる(定盤の精度を転写する方法だから。逆に言えば定盤の精度が命)。
- 多数枚を同時に加工できるので1枚当たりの加工時間(スループット)を短縮できる(切削や研削は基本的に1枚ずつの枚葉加工となる)。
但し、以下の点には注意が必要です。
- 加工速度は切削や研削に比べて遅いので除去量が多い加工には向かない。
加工圧が切削や研削より低いためであるが、たとえ高くしたとしても工具に力が分散してしまいメリットがない。 - 能率を高めるため定盤の回転数を上げても遠心力で砥粒が逃げてしまい、思うように能率は上がってくれない。
- 使用する砥粒の粗大粒子に注意が必要(1個の粗大粒子により傷が入ってしまえばやり直しになる)。
- 砥粒の切込み深さを決めているのは、砥粒1個あたりに作用する力なので影響するのは砥粒番手だけではなく、粒度分布やスラリー中の砥粒濃度も影響する。
おわりに
今回は、ラッピングの加工メカニズムについて解説しました。
ラッピングとポリシングに明確な定義や区分は存在しませんが、通常の役割としてはラッピングが粗加工、ポリシングは仕上げ加工となります。
そのため、ラッピングには粗くて硬い砥粒と、硬い工具が用いられ、ポリシングには微細で軟質の砥粒と軟質な工具が用いられます。
そして、ポリシングには加工ダメージをなくすために、工作物と化学的に反応する砥粒や加工液が選択されることもあります。
関連記事
-

-
今回は、SiC半導体の基板加工技術について解説いたします。 SiC半導体(シリコンカーバイド半導体)とは、シリコン(Si)と炭素(C)で構成される化合物半導体材料のことを表しています。SiC半...
-

-
前回の記事でラッピングの砥粒について解説いたしましたが、今回はポリシングにおける砥粒についてのお話になります。ポリシングにおける砥粒の位置付けから、ポリシングスラリーの構成成分、種類と特徴について詳...

-
-
固定砥粒研磨法とは?メリット/デメリットと種類と実例を徹底解説
今回は、「固定砥粒研磨法」について解説します。 工具を用いる研磨法には、遊離砥粒研磨法と固定砥粒研磨法があります。この記事では、それぞれのメリットとデメリットと解説し、主な固定砥粒研磨法につい...
-
-
プレストンの経験則/トワイマン効果など研磨の代表的な3つの法則を徹底解説
研磨は切削や研削に比べて、どちらかと言うと、経験や熟練がものを言う世界というイメージが強く、理論化が難しいと言われています。 一つには加工が実際に起こっている場所が工作物あるいは定盤によって常...
-
-
【応用編】切断後のSiCウエハの平坦化プロセスとは?研削・研磨技術について徹底解説
今回は、SiC半導体の基板加工の工程における「SiCウエハの研削・研磨技術」について詳しく解説します。 以下の流れで見ていきます。 SiCウエハの研削・研磨技術の概要 ロータリー...