
プレストンの経験則/トワイマン効果など研磨の代表的な3つの法則を徹底解説
2023/12/28
2025/08/15
研磨は切削や研削に比べて、どちらかと言うと、経験や熟練がものを言う世界というイメージが強く、理論化が難しいと言われています。
一つには加工が実際に起こっている場所が工作物あるいは定盤によって常に塞がれており、加工状態が観察しにくい点です。
その他にも、化学的作用やメカノケミカル反応など、研削や切削では通常考えなくてよいファクターが存在するためと思われます。
それでも、研磨加工に携わっている技術者ならば、絶対覚えておくべき研磨の法則があります。
本記事では、その法則を発見した、あるいは初めて発表した研究者の名前を冠した有名な3つの法則について解説していきます。

株式会社斉藤光学製作所技術顧問。専門が「研磨加工」と「微粒子分散」の技術コンサルタント。1976年、東北大学工学部を卒業後にタイホー工業株式会社 中央研究所にて磁性流体や研磨加工の研究に従事。1987年、東京大学より工学博士号(機械工学)を授与。2001年から3年間、東京大学生産技術研究所の客員教授。その後10年間は、研磨材メーカーの株式会社フジミインコーポレーテッド。さらにその後10年間は、国立研究開発法人 産業技術総合研究所 招聘研究員だった。
プロフィール詳細を見るレオナルドダヴィンチの摩擦の法則
研磨という作用が摩擦と深く関係することは容易に理解できると思います。
そして、「摩擦の法則」と言うと、18世紀のフランスの物理学者の名前を冠した「クーロンの法則」を思い浮かべるでしょう。
あるいは、その基礎を作った17世紀のフランス物理学者アモントンの名前を連ねて、「アモントン・クーロンの法則」とも言われます。
しかし、実はアモントンの200年も前、摩擦の法則はほぼ完成されていたと言われています。
15世紀イタリアにかの有名なレオナルドダヴィンチによって、彼の「手記」に残されていたためです。
それが、200年もの間、日の目を見なかったのは、以下2つが要因と考えられています。
- レオナルドの遺産相続者が「手記」を長い間蔵の中にしまい込んでしまったこと
- 摩擦という学問が、レオナルドの残した偉大な芸術や飛行機の研究に比べて、あまりにも地味だったため
レオナルドは、彼の摩擦の研究において数々の優れた着想、発見、示唆を書き残しています。
その中で、摩擦する2つの面の間に第三の物資を介在させると摩擦力が大きく変わることを示しました。
これが今日の潤滑技術の先駆をなすものと言われています。
更には摩擦により表面が傷つく問題、いわゆる摩耗の問題にも明快な答えを示唆します。
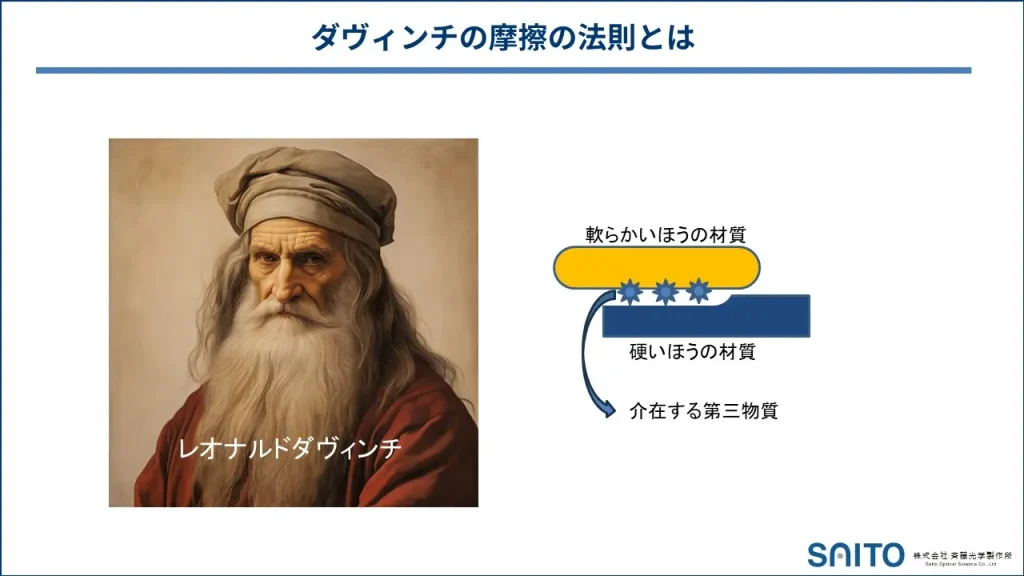
彼は、摩擦する2つの面の硬さに注目し、以下3通りの組み合わせで実験しました。
- 硬い物質同士
- 軟らかい物質同士
- 硬い物質と軟らかい物質
そして、間に両面より硬い第三物質が介在する場合において、次のような推論をしています。
「2つの摩擦する物体が違った硬さのものである場合には、軟らかい物質のほうが硬い物質のほうを摩耗させる。その理由は、摩擦面に挟まれた第三物質が軟らかいほうの面に埋めこまれ、固定されて、その面はやすりのような働きをし、それが硬いほうの物質を摩耗させるのである。」
これが今でも、鏡面研磨の基本になっており、これを顕微鏡が発明される150年以上も前に推論したのは驚くべきことです。
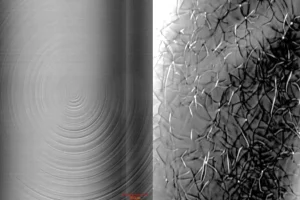
研磨における砥粒の引っ掻き作用は、正に、工作物より軟らかい研磨パッドや研磨定盤の面に埋めこまれて擦り合わせた時に生じる作用であり、細かい砥粒を使用すれば引っかき傷は目立たなくなり鏡面が作られることになります。
逆に、硬めの定盤を使用して擦り合わせれば、砥粒を埋め込むことなく砥粒の転動作用によりザラザラした梨地面を作ることもできます。
このレオナルドの法則を思い知らされるのは、軟らかい工作物(例えばプラスチックなど)の時です。
普通の金属定盤では当然ながら、より軟らかい工作物のほうに砥粒が刺さってしまい磨けないどころか、大切な品物が使い物にならなくなります。
また、軟らかい工具が適するとは言っても、軟らかすぎる研磨パッドでは形状精度が出せなくなるため、軟らかい工作物の鏡面研磨は意外と難しいことになります。
プレストンの経験則
次は、研磨の技術者ならば一度は聞いたことがあると思われる、プレストンの法則(経験則)です。
1927年にアメリカのF.W.プレストン博士は自身の論文の中で、「研磨量は、工作物と工具の相対速度、加工圧、加工時間に比例する」ことを発表しました。
この法則自体は、研磨実験をしたことのある技術者は誰でも経験していることではありますが、初めて定式化したことに意義があると思われます。
また、これはフェルトを使ったポリシングにおける結果であり、すべての研磨に成立するものではありませんが、研磨の理論的扱いなどにおいて経験則としてよく使用されています。
式で書くと以下の通りです。
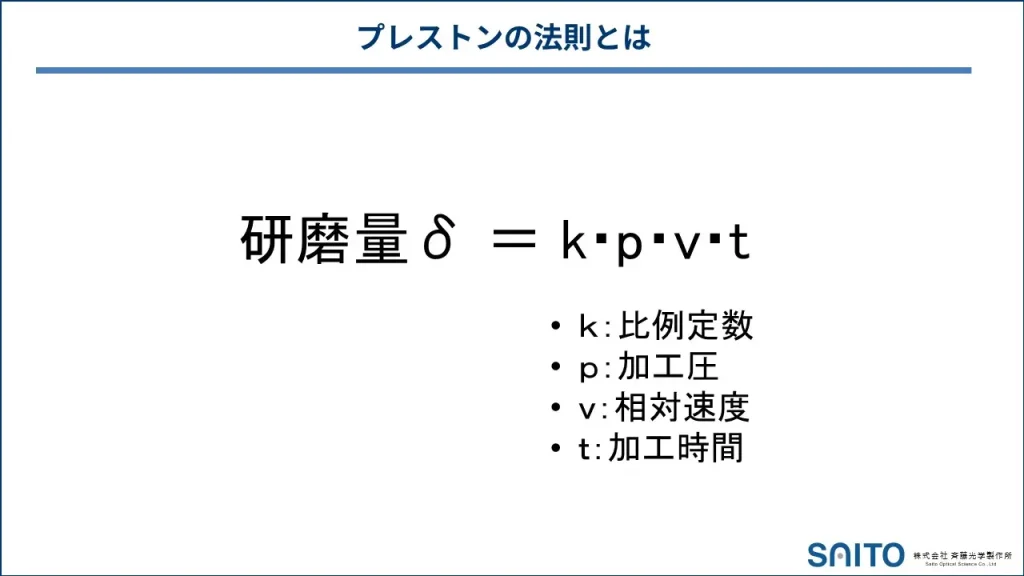
式中のpは加工圧、vは工作物と工具(研磨パッドなど)との相対速度、tは加工時間、kは比例定数です。
すなわち、研磨量δは、ポリシング距離(v・t)と加工圧(p)に比例します。
加工圧(p)は、加工に関与する砥粒(作用砥粒)の刃先の切込み量から導かれる、材料除去面積(切削方向の断面積)の総和に比例します。
これによりわかるのは、研磨量δは、全作用砥粒による除去面積でポリシング距離だけ表面が削られた結果であることです。
尚、上記の式の定数kは、プレストンの係数とも呼ばれています。
この係数は、多くの加工条件、例えば以下に示すような要素などに関わってきます。
- どのような材料の工作物か
- 砥粒は何か
- 工具(パッドや定盤)は何か
- 工作物表面の粗さ
- 砥粒の供給量
- 工具の溝の有無
- 溝形状など
この法則をよく理解できていれば、他人の論文の研磨データを、自分の実験結果と比較してみることが可能となります。
上記の式に当てはめてみてk値を比較すれば、自分の実験のやり方で研磨量が十分出ているかどうかの確認ができるわけです。
但し、式における各変数(研磨量、加工圧、相対速度)の単位は彼我で統一しなければ、とんでもない勘違いをしてしまうので要注意です。
トワイマン効果
トワイマン効果というのは、ウエハ状の薄い工作物において、表裏の面の加工状態が異なる場合に残留応力の大きいほうが膨張して反り返る現象のことを指します。
残留応力というのは、その物体に加えられた外力が除去された後に、物体に残る応力のことです。
応力とは、簡単に言うと、外部から加えられた力(荷重)に対して抵抗する力のことです。
一般的には、表面の粗さが大きいほうが加工ダメージ(加工変質層)も深く、残留応力も大きいため反り返り、凸状となります。
分かりやすく図で示すと以下のようなイメージです。
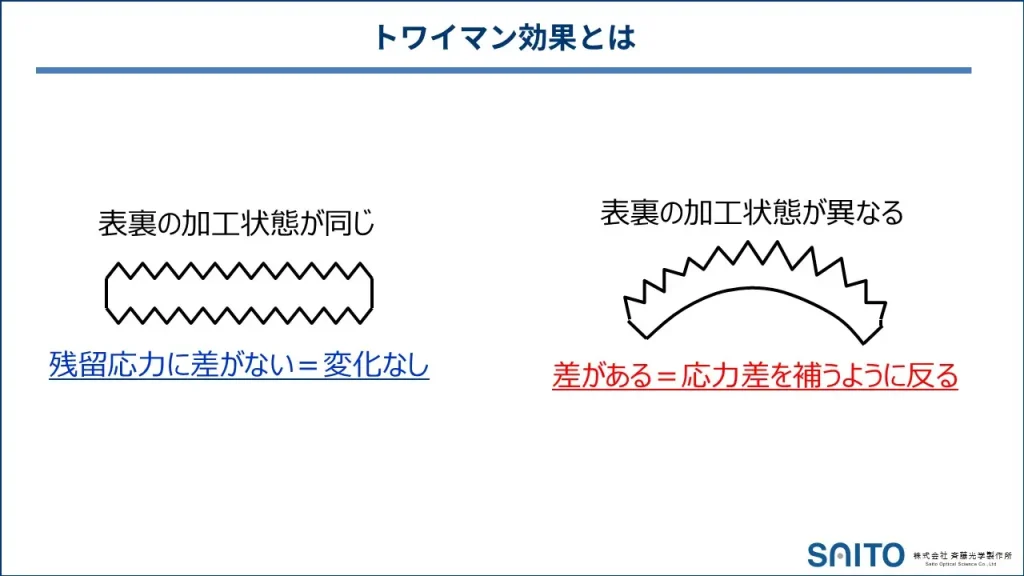
このトワイマン効果はウエハのダメージが深いほうが影響は大きく、また、ウエハが薄いほうが反り返りは顕著となります。
したがって、最近話題のSiCウエハなどの場合は、口径が大きいわりに厚みが薄く、材料的にはダメージが入りやすいため、トワイマン効果による反りの影響は非常に深刻になりつつあります。
これを回避するには、表裏面の加工状態を常に同じにすることが可能となる「両面同時加工プロセス」の高度な技術が必要とされます。
おわりに
これまで、切削や研削に比べて、研磨加工は理論化が難しいと言われてきました。
しかし、スラリー流れの可視化や、研磨レート分布のシミュレーションなど、最近の見える化技術や計算手法の進歩により、徐々に研磨現象が解明されてきており、今後は理論化が進む可能性が期待されます。
参考文献
- 曾田範宗: 摩擦の話, 岩波新書(1971)
関連記事
-

-
【応用編】SiCの電気化学機械研磨「ECMP法」とは?加工原理と特性について徹底解説
SiCは非常に硬く、熱にも強く、化学的にも極めて安定な材料です。そのため、そのままでは仕上研磨に非常に時間がかかるため、強力な酸化剤で表面を酸化させながら研磨する化学機械研磨(CMP)法で行うことが...
-
-
ファインセラミックスブームと研磨技術進化の関係性とは?固定砥粒によるファインセラミックスの加工技術について解説
1980年代から90年代、日本では「ファインセラミックスブーム」と呼ばれる時期がありました。背景には、オイルショック後の省エネ志向、ハイテク産業の急成長と素材の高性能化要求などがあります。 従...

-
-
固体の微粒子を液体に分散したものを「固液分散系」といいますが、今日、多くの製品あるいは製造プロセスにおいて見られます。顔料を分散させた塗料やインクなどはもちろんのこと、硫化物系や酸化物系電解質を分散...

-
-
今回は、代表的な研磨法であるラッピングやポリシングを例として、研磨により材料(工作物)が除去されていくメカニズムについて解説します。 ラッピングは、ラップ液(加工液)の有無により、以下のように...

-
-
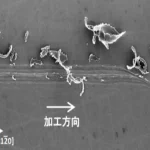
SiCウエハプロセスにおける異常傷の発生メカニズムと対策について実験結果を元に解説
近年、次世代パワーデバイスとして注目を集めているSiC(炭化ケイ素)は、その高い耐圧性や熱伝導性により、電力変換効率の向上に大きく貢献しています。 しかし、その優れた物性とは裏腹に、ウエハ加工...